Hey yall...
Well, I've been trying to build a few things here to make some money... I'm making a few carry-alls and a couple fence unrollers, plus a few other odd things.
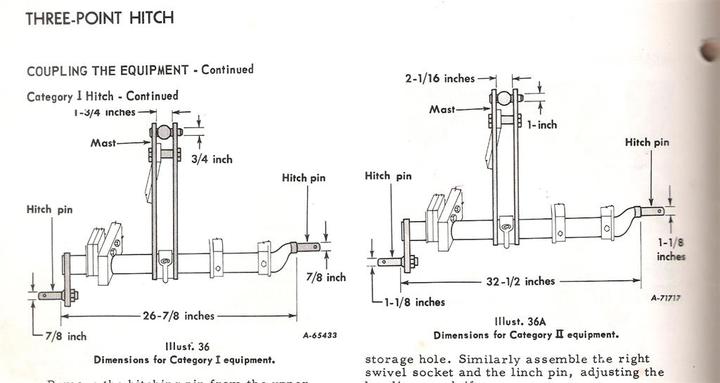
I'm trying to figure out how high to set the lower link pins, on the hitch parts of these things. If I set them too low, then someones going to have a heck of a time lifting the implement to get it hitched up. And, I need to know how far from the lower link pins I should put the holes for the top link pin to go through. I haven't found anything too useful with google, except the pins should be 24" apart, which I already figured out, and I don't have a handy tractor to go and measure on...







I made most of these welds with an old Lincoln AC only tombstone... Which actually welds fairly well, but the rough arc, hard starts and random arc-outtages make me miss the DC millers at school... I'm using 7018 mostly, at either 130 or 145 amps, with the occasional 6011 in there, and a bead or two from my Hobart 187 mig.
I'm still learning how to tack things in place, and then weld over the tacks so that the bead doesn't have a high spot where they were, and yes, that three bead weld is sideways, I did that in the flat position.
I'm open to all advice, and criticism... Thanks guys")
Well, I've been trying to build a few things here to make some money... I'm making a few carry-alls and a couple fence unrollers, plus a few other odd things.
I'm trying to figure out how high to set the lower link pins, on the hitch parts of these things. If I set them too low, then someones going to have a heck of a time lifting the implement to get it hitched up. And, I need to know how far from the lower link pins I should put the holes for the top link pin to go through. I haven't found anything too useful with google, except the pins should be 24" apart, which I already figured out, and I don't have a handy tractor to go and measure on...
I made most of these welds with an old Lincoln AC only tombstone... Which actually welds fairly well, but the rough arc, hard starts and random arc-outtages make me miss the DC millers at school... I'm using 7018 mostly, at either 130 or 145 amps, with the occasional 6011 in there, and a bead or two from my Hobart 187 mig.
I'm still learning how to tack things in place, and then weld over the tacks so that the bead doesn't have a high spot where they were, and yes, that three bead weld is sideways, I did that in the flat position.
I'm open to all advice, and criticism... Thanks guys